
Un châssis en tôle utilise un procédé complet de traitement à froid pour refroidir et former des tôles (généralement inférieures à 6 mm). Les techniques de traitement comprennent le cisaillage, le poinçonnage, la découpe, le compoundage, le pliage, le soudage, le rivetage, le raccordement, le formage (comme pour les carrosseries automobiles), etc. Sa particularité réside dans la constance de l'épaisseur d'une même pièce. Avec la généralisation croissante des applications de la tôle, la conception de pièces en tôle est devenue un élément essentiel du développement industriel des produits.
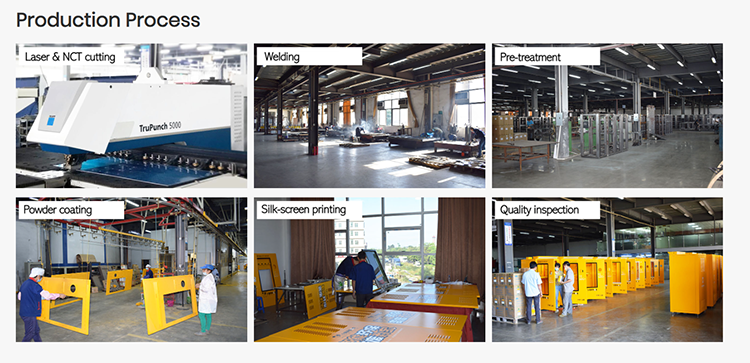
Les châssis en tôle sont des composants structurels courants des équipements électroniques. Ils servent à protéger les composants électroniques internes et les lignes de connexion. Leur traitement nécessite l'utilisation d'équipements et d'outils professionnels. Voici quelques exemples de châssis en tôle couramment utilisés.équipements et outils de traitement.
1. Poinçonneuse CNC :
Poinçonneuse CNCC'est l'un des équipements les plus couramment utilisés dans l'usinage de la tôle. Il permet d'effectuer des opérations de poinçonnage, de découpe et autres opérations précises sur la tôle selon des plans préprogrammés. Les poinçonneuses CNC se caractérisent par un rendement et une précision élevés, et sont adaptées à la production en série.

2. Machine de découpe laser :
La machine de découpe laser utilise un faisceau laser haute énergie pour découper la tôle, permettant d'obtenir des formes complexes et une découpe de haute précision. Rapide, avec une zone d'impact thermique réduite et une grande précision, elle convient à la découpe de divers matériaux.
3. Machine à cintrer :
Une cintreuse est un appareil qui plie des tôles. Elle permet de transformer des tôles plates en pièces pliées de différents angles et formes. On distingue les cintreuses manuelles et les cintreuses à commande numérique. Choisissez l'équipement adapté à vos besoins.
Lors de la flexion du matériau, les couches extérieures des angles arrondis sont étirées et les couches intérieures comprimées. À épaisseur constante, plus la valeur de r est faible, plus la tension et la compression du matériau sont importantes ; lorsque la contrainte de traction du congé extérieur dépasse la résistance ultime du matériau, des fissures et des ruptures se produisent. Par conséquent, lors de la conception de la structure de la pièce courbe, il convient d'éviter des rayons de congé de cintrage trop petits.
4. Équipement de soudage :
Le soudage est nécessaire pendant le traitement dechâssis en tôleLes équipements de soudage couramment utilisés comprennent les machines de soudage à l'arc, les machines de soudage sous protection gazeuse, les machines de soudage laser, etc. Le choix de l'équipement de soudage doit être déterminé en fonction des propriétés des matériaux, des exigences de soudage et des caractéristiques du processus.

Les principales méthodes de soudage comprennent le soudage à l'arc, le soudage sous laitier électroconducteur, le soudage au gaz, le soudage plasma, le soudage par fusion, le soudage sous pression et le brasage. Le soudage des tôles comprend principalement le soudage à l'arc et le soudage au gaz.
Le soudage à l'arc présente les avantages suivants : flexibilité, maniabilité, large champ d'application et possibilité de soudage dans toutes les positions. L'équipement utilisé est simple, durable et nécessite peu de maintenance. Cependant, la main-d'œuvre est importante et la qualité, variable selon le niveau de l'opérateur, est inégale. Il convient au soudage de l'acier au carbone, de l'acier faiblement allié, de l'acier inoxydable et des alliages non ferreux tels que le cuivre et l'aluminium, au-dessus de 3 mm. La température et les propriétés de la flamme de soudage au gaz sont réglables. La source de chaleur du soudage à l'arc est plus large que la zone affectée thermiquement. La chaleur n'est pas aussi concentrée que l'arc. La productivité est faible. Il convient aux parois minces. Soudage de structures et de petites pièces, acier soudable, fonte, aluminium, cuivre et ses alliages, carbure, etc.
5. Équipement de traitement de surface :
Une fois le châssis en tôle traité, un traitement de surface est nécessaire pour améliorer la résistance à la corrosion et l'esthétique du produit. Les équipements de traitement de surface couramment utilisés comprennent les sableuses, les grenailleuses et les cabines de peinture par pulvérisation. Le choix de l'équipement de traitement de surface doit être déterminé en fonction des exigences du produit et des caractéristiques du procédé.

6. Outils de mesure :
Des mesures dimensionnelles précises sont nécessaires lors de l'usinage des châssis en tôle. Les outils de mesure couramment utilisés comprennent les pieds à coulisse, les micromètres, les jauges de hauteur, etc. Le choix des outils de mesure doit être déterminé en fonction des exigences de précision d'usinage et de la plage de mesure.
7.Moules :
Différents moules sont nécessaires lors du traitement des châssis en tôle, tels que des matrices de poinçonnage, des matrices de pliage, des matrices d'étirage, etc. Le choix du moule doit être déterminé en fonction de la forme et de la taille du produit.
L'usinage de châssis en tôle nécessite l'utilisation de divers équipements et outils. Choisir les équipements et outils adaptés aux différentes exigences de traitement peut améliorer l'efficacité et la qualité du produit. Parallèlement, les opérateurs doivent posséder des connaissances et des compétences spécifiques en usinage de la tôle pour garantir la sécurité et la fluidité du processus.
Date de publication : 11 janvier 2024



