
ସିଟ୍ ମେଟାଲ୍ ଚେସିସ୍ ହେଉଛି ଏକ ଚେସିସ୍ ଯାହା ଧାତୁ ସିଟ୍ (ସାଧାରଣତଃ 6mm ତଳେ) କୁ ଥଣ୍ଡା ଏବଂ ଗଠନ କରିବା ପାଇଁ ଏକ ବ୍ୟାପକ ଥଣ୍ଡା ପ୍ରକ୍ରିୟାକରଣ ପ୍ରକ୍ରିୟା ବ୍ୟବହାର କରେ। ପ୍ରକ୍ରିୟାକରଣ କୌଶଳରେ ସିଅରିଂ, ପଞ୍ଚିଂ, କଟିଂ, କମ୍ପାଉଣ୍ଡିଂ, ଫୋଲ୍ଡିଂ, ୱେଲ୍ଡିଂ, ରିଭେଟିଂ, ସ୍ପ୍ଲିସିଂ, ଫର୍ମିଂ (ଯେପରିକି ଅଟୋମୋବାଇଲ୍ ବଡି) ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ। ଏହାର ସ୍ୱତନ୍ତ୍ର ବୈଶିଷ୍ଟ୍ୟ ହେଉଛି ସମାନ ଅଂଶର ଘନତା ସ୍ଥିର। ସିଟ୍ ମେଟାଲ୍ ପ୍ରୟୋଗ ଅଧିକରୁ ଅଧିକ ବ୍ୟାପକ ହେବା ସହିତ, ସିଟ୍ ମେଟାଲ୍ ଅଂଶଗୁଡ଼ିକର ଡିଜାଇନ୍ ଉତ୍ପାଦଗୁଡ଼ିକର ଶିଳ୍ପ ବିକାଶର ଏକ ଅତ୍ୟନ୍ତ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଅଂଶ ପାଲଟିଛି।
ସିଟ୍ ଧାତୁ ଚାସିସ୍ ହେଉଛି ଇଲେକ୍ଟ୍ରୋନିକ୍ ଉପକରଣରେ ଏକ ସାଧାରଣ ଗଠନମୂଳକ ଉପାଦାନ, ଯାହା ଆଭ୍ୟନ୍ତରୀଣ ଇଲେକ୍ଟ୍ରୋନିକ୍ ଉପାଦାନ ଏବଂ ସଂଯୋଗକାରୀ ଲାଇନଗୁଡ଼ିକୁ ସୁରକ୍ଷା ଦେବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ସିଟ୍ ଧାତୁ ଚାସିସ୍ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ବୃତ୍ତିଗତ ଉପକରଣ ଏବଂ ଉପକରଣ ବ୍ୟବହାର ଆବଶ୍ୟକ। ଏଠାରେ କିଛି ସାଧାରଣ ଭାବରେ ବ୍ୟବହୃତ ସିଟ୍ ଧାତୁ ଚାସିସ୍ ଦିଆଯାଇଛି।ପ୍ରକ୍ରିୟାକରଣ ଉପକରଣ ଏବଂ ଉପକରଣ.
୧.CNC ପଞ୍ଚ ମେସିନ୍:
CNC ପଞ୍ଚ ମେସିନ୍ଏହା ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣରେ ସବୁଠାରୁ ଅଧିକ ବ୍ୟବହୃତ ଉପକରଣ ମଧ୍ୟରୁ ଗୋଟିଏ। ଏହା ପୂର୍ବ-ପ୍ରୋଗ୍ରାମଡ୍ ଚିତ୍ରାଙ୍କନ ଅନୁସାରେ ସିଟ୍ ଧାତୁରେ ସଠିକ୍ ପଞ୍ଚିଂ, କଟିଂ ଏବଂ ଅନ୍ୟାନ୍ୟ କାର୍ଯ୍ୟ କରିପାରିବ। CNC ପଞ୍ଚ ମେସିନଗୁଡ଼ିକର ଉଚ୍ଚ ଦକ୍ଷତା ଏବଂ ଉଚ୍ଚ ସଠିକତାର ବୈଶିଷ୍ଟ୍ୟ ଅଛି, ଏବଂ ଏହା ବହୁଳ ଉତ୍ପାଦନ ପାଇଁ ଉପଯୁକ୍ତ।

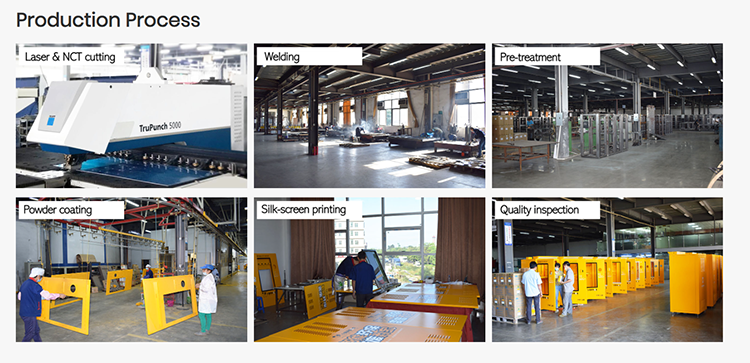
୨.ଲେଜର କଟିଂ ମେସିନ୍:
ଲେଜର କଟିଂ ମେସିନ୍ ସିଟ୍ ଧାତୁ କାଟିବା ପାଇଁ ଉଚ୍ଚ-ଶକ୍ତି ଲେଜର ବିମ୍ ବ୍ୟବହାର କରେ, ଯାହା ଜଟିଳ ଆକାର ଏବଂ ଉଚ୍ଚ-ନିର୍ଦ୍ଦିଷ୍ଟ କଟିଂ ଆବଶ୍ୟକତା ହାସଲ କରିପାରିବ। ଲେଜର କଟିଂ ମେସିନ୍ଗୁଡ଼ିକର ଦ୍ରୁତ ଗତି, ଛୋଟ ତାପ-ପ୍ରଭାବିତ କ୍ଷେତ୍ର ଏବଂ ଉଚ୍ଚ ସଠିକତାର ସୁବିଧା ଅଛି, ଏବଂ ବିଭିନ୍ନ ସାମଗ୍ରୀ କାଟିବା ପାଇଁ ଉପଯୁକ୍ତ।
୩. ବଙ୍କା ଯନ୍ତ୍ର:
ବଙ୍କିବା ମେସିନ୍ ହେଉଛି ଏକ ଉପକରଣ ଯାହା ସିଟ୍ ଧାତୁ ପ୍ଲେଟଗୁଡ଼ିକୁ ବଙ୍କା କରେ। ଏହା ଫ୍ଲାଟ ସିଟ୍ ଧାତୁ ପ୍ଲେଟଗୁଡ଼ିକୁ ବିଭିନ୍ନ କୋଣ ଏବଂ ଆକାରର ବଙ୍କା ଅଂଶରେ ପ୍ରକ୍ରିୟାକରଣ କରିପାରିବ। ବଙ୍କା ମେସିନଗୁଡ଼ିକୁ ମାନୁଆଲ୍ ବଙ୍କା ମେସିନ୍ ଏବଂ CNC ବଙ୍କା ମେସିନ୍ ରେ ବିଭକ୍ତ କରାଯାଇପାରିବ। ପ୍ରକ୍ରିୟାକରଣ ଆବଶ୍ୟକତା ଅନୁସାରେ ଉପଯୁକ୍ତ ଉପକରଣ ବାଛନ୍ତୁ।
ଯେତେବେଳେ ସାମଗ୍ରୀ ବଙ୍କା ହୁଏ, ଗୋଲାକାର କୋଣରେ ଥିବା ବାହ୍ୟ ସ୍ତରଗୁଡ଼ିକ ବିସ୍ତାରିତ ହୁଏ ଏବଂ ଭିତର ସ୍ତରଗୁଡ଼ିକ ସଙ୍କୁଚିତ ହୁଏ। ଯେତେବେଳେ ସାମଗ୍ରୀର ଘନତା ସ୍ଥିର ଥାଏ, ଭିତର r ଯେତେ ଛୋଟ ହୁଏ, ସାମଗ୍ରୀର ଟାଣ ଏବଂ ସଙ୍କୋଚନ ସେତେ ଅଧିକ ତୀବ୍ର ହୁଏ; ଯେତେବେଳେ ବାହ୍ୟ ଫିଲେଟର ଟେନସାଇଲ ଚାପ ସାମଗ୍ରୀର ସର୍ବୋତ୍ତମ ଶକ୍ତିକୁ ଅତିକ୍ରମ କରେ, ସେତେବେଳେ ଫାଟ ଏବଂ ଭଙ୍ଗା ଘଟିବ। ତେଣୁ, ବକ୍ର ଅଂଶର ଗଠନ ଡିଜାଇନ୍, ଅତ୍ୟଧିକ ଛୋଟ ବଙ୍କା ଫିଲେଟର ବ୍ୟାସାର୍ଦ୍ଧକୁ ଏଡାଇ ଦେବା ଉଚିତ।
୪. ୱେଲ୍ଡିଂ ଉପକରଣ:
ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ ୱେଲ୍ଡିଂ ଆବଶ୍ୟକଧାତୁ ଚାସିସ୍ ଚାସିସ୍। ସାଧାରଣତଃ ବ୍ୟବହୃତ ୱେଲ୍ଡିଂ ଉପକରଣଗୁଡ଼ିକ ମଧ୍ୟରେ ଆର୍କ ୱେଲ୍ଡିଂ ମେସିନ୍, ଗ୍ୟାସ୍ ସିଲ୍ଡଡ୍ ୱେଲ୍ଡିଂ ମେସିନ୍, ଲେଜର ୱେଲ୍ଡିଂ ମେସିନ୍ ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ। ୱେଲ୍ଡିଂ ଉପକରଣର ଚୟନ ସାମଗ୍ରୀ ଗୁଣଧର୍ମ, ୱେଲ୍ଡିଂ ଆବଶ୍ୟକତା ଏବଂ ପ୍ରକ୍ରିୟା ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ ଉପରେ ଆଧାର କରି ନିର୍ଣ୍ଣୟ କରାଯିବା ଉଚିତ।

ୱେଲ୍ଡିଂ ପଦ୍ଧତିରେ ମୁଖ୍ୟତଃ ଆର୍କ ୱେଲ୍ଡିଂ, ଇଲେକ୍ଟ୍ରୋସ୍ଲାଗ୍ ୱେଲ୍ଡିଂ, ଗ୍ୟାସ୍ ୱେଲ୍ଡିଂ, ପ୍ଲାଜ୍ମା ଆର୍କ ୱେଲ୍ଡିଂ, ଫ୍ୟୁଜନ୍ ୱେଲ୍ଡିଂ, ଚାପ ୱେଲ୍ଡିଂ ଏବଂ ବ୍ରାଜିଂ ଅନ୍ତର୍ଭୁକ୍ତ। ସିଟ୍ ଧାତୁ ଉତ୍ପାଦ ୱେଲ୍ଡିଂରେ ମୁଖ୍ୟତଃ ଆର୍କ ୱେଲ୍ଡିଂ ଏବଂ ଗ୍ୟାସ୍ ୱେଲ୍ଡିଂ ଅନ୍ତର୍ଭୁକ୍ତ।
ଆର୍କ ୱେଲ୍ଡିଂର ନମନୀୟତା, ଗତିଶୀଳତା, ବିସ୍ତୃତ ପ୍ରଯୁଜ୍ୟତାର ସୁବିଧା ଅଛି ଏବଂ ସମସ୍ତ ସ୍ଥିତିରେ ୱେଲ୍ଡିଂ ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ; ବ୍ୟବହୃତ ଉପକରଣଗୁଡ଼ିକ ସରଳ, ସ୍ଥାୟୀ ଏବଂ କମ୍ ରକ୍ଷଣାବେକ୍ଷଣ ଖର୍ଚ୍ଚ ଅଛି। ତଥାପି, ଶ୍ରମ ତୀବ୍ରତା ଅଧିକ ଏବଂ ଗୁଣବତ୍ତା ଯଥେଷ୍ଟ ସ୍ଥିର ନୁହେଁ, ଯାହା ଅପରେଟରଙ୍କ ସ୍ତର ଉପରେ ନିର୍ଭର କରେ। ଏହା କାର୍ବନ ଇସ୍ପାତ, କମ୍ ମିଶ୍ରିତ ଇସ୍ପାତ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଏବଂ 3mm ଉପରେ ତମ୍ବା ଏବଂ ଆଲୁମିନିୟମ ପରି ଅଣ-ଲୌହ ମିଶ୍ରିତ ୱେଲ୍ଡିଂ ପାଇଁ ଉପଯୁକ୍ତ। ଗ୍ୟାସ୍ ୱେଲ୍ଡିଂ ଶିଖାର ତାପମାତ୍ରା ଏବଂ ଗୁଣଗୁଡ଼ିକୁ ସମାୟୋଜିତ କରାଯାଇପାରିବ। ଆର୍କ ୱେଲ୍ଡିଂର ଉତ୍ସ ଉତ୍ସ ତାପ ପ୍ରଭାବିତ କ୍ଷେତ୍ର ଅପେକ୍ଷା ପ୍ରଶସ୍ତ। ତାପ ଚାପ ପରି କେନ୍ଦ୍ରିତ ନୁହେଁ। ଉତ୍ପାଦକତା କମ୍। ଏହା ପତଳା କାନ୍ଥ ପାଇଁ ଉପଯୁକ୍ତ। ଗଠନ ଏବଂ ଛୋଟ ଅଂଶର ୱେଲ୍ଡିଂ, ୱେଲ୍ଡେବଲ୍ ଇସ୍ପାତ, କାଷ୍ଟ ଲୁହା, ଆଲୁମିନିୟମ, ତମ୍ବା ଏବଂ ଏହାର ମିଶ୍ରିତ କାରବାଇଡ୍, ଇତ୍ୟାଦି।
୫. ପୃଷ୍ଠ ଚିକିତ୍ସା ଉପକରଣ:
ସିଟ୍ ଧାତୁ ଚାସିସ୍ ପ୍ରକ୍ରିୟାକରଣ ହେବା ପରେ, ଉତ୍ପାଦର କ୍ଷୟ ପ୍ରତିରୋଧ ଏବଂ ସୌନ୍ଦର୍ଯ୍ୟକୁ ଉନ୍ନତ କରିବା ପାଇଁ ପୃଷ୍ଠ ଚିକିତ୍ସା ଆବଶ୍ୟକ। ସାଧାରଣତଃ ବ୍ୟବହୃତ ପୃଷ୍ଠ ଚିକିତ୍ସା ଉପକରଣଗୁଡ଼ିକରେ ବାଲୁକା ବିସ୍ଫୋରଣ ମେସିନ୍, ସଟ୍ ବ୍ଲାଷ୍ଟିଂ ମେସିନ୍, ସ୍ପ୍ରେ ପେଣ୍ଟ୍ ବୁଥ୍ ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ। ପୃଷ୍ଠ ଚିକିତ୍ସା ଉପକରଣର ଚୟନ ଉତ୍ପାଦ ଆବଶ୍ୟକତା ଏବଂ ପ୍ରକ୍ରିୟା ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ ଉପରେ ଆଧାର କରି ନିର୍ଣ୍ଣୟ କରାଯିବା ଉଚିତ।

୬. ମାପ ଉପକରଣଗୁଡ଼ିକ:
ସିଟ୍ ଧାତୁ ଚାସିସ୍ ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ ସଠିକ୍ ପରିମାଣିକ ମାପ ଆବଶ୍ୟକ। ସାଧାରଣତଃ ବ୍ୟବହୃତ ମାପ ଉପକରଣଗୁଡ଼ିକ ମଧ୍ୟରେ ଭର୍ନିୟର କ୍ୟାଲିପର୍ସ, ମାଇକ୍ରୋମିଟର, ଉଚ୍ଚତା ଗଜ ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ। ପ୍ରକ୍ରିୟାକରଣ ସଠିକତା ଆବଶ୍ୟକତା ଏବଂ ମାପ ପରିସର ଉପରେ ଆଧାର କରି ମାପ ଉପକରଣଗୁଡ଼ିକର ଚୟନ ନିର୍ଣ୍ଣୟ କରାଯିବା ଉଚିତ।
୭. ଛାଞ୍ଚ:
ସିଟ୍ ମେଟାଲ୍ ଚେସିସ୍ ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ ବିଭିନ୍ନ ଛାଞ୍ଚର ଆବଶ୍ୟକତା ପଡ଼ିଥାଏ, ଯେପରିକି ପଞ୍ଚିଂ ଡାଇଜ୍, ବେଣ୍ଡିଂ ଡାଇଜ୍, ଷ୍ଟ୍ରେଚିଂ ଡାଇଜ୍, ଇତ୍ୟାଦି। ଛାଞ୍ଚର ପସନ୍ଦ ଉତ୍ପାଦର ଆକୃତି ଏବଂ ଆକାର ଉପରେ ଆଧାର କରି ନିର୍ଣ୍ଣୟ କରାଯିବା ଉଚିତ।
ସିଟ୍ ଧାତୁ ଚାସିସ୍ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ବିଭିନ୍ନ ଉପକରଣ ଏବଂ ଉପକରଣ ବ୍ୟବହାର ଆବଶ୍ୟକ। ବିଭିନ୍ନ ପ୍ରକ୍ରିୟାକରଣ ଆବଶ୍ୟକତା ଅନୁସାରେ ଉପଯୁକ୍ତ ଉପକରଣ ଏବଂ ଉପକରଣ ବାଛିବା ପ୍ରକ୍ରିୟାକରଣ ଦକ୍ଷତା ଏବଂ ଉତ୍ପାଦ ଗୁଣବତ୍ତା ଉନ୍ନତ କରିପାରିବ। ସେହି ସମୟରେ, ପ୍ରକ୍ରିୟାକରଣ ପ୍ରକ୍ରିୟାର ସୁରକ୍ଷା ଏବଂ ସୁଗମତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ଅପରେଟରମାନଙ୍କର ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟାକରଣରେ କିଛି ଜ୍ଞାନ ଏବଂ ଦକ୍ଷତା ରହିବା ଆବଶ୍ୟକ।
ପୋଷ୍ଟ ସମୟ: ଜାନୁଆରୀ-୧୧-୨୦୨୪



