
Şasîya pelê metal şasîyek e ku ji bo pelên metal (bi gelemperî di bin 6 mm de) pêvajoyek pêvajoya sar a berfireh bikar tîne da ku sar bibin û şekil bidin. Teknîkên pêvajoyê jêkirin, qulkirin, birîn, tevlihevkirin, qatkirin, qeyandin, perçandin, lepikandin, şekildan, şekildan (wek laşê otomobîlê), û hwd. Taybetmendiya wê ya cihêreng ew e ku qalindahiya heman perçeyê domdar e. Her ku sepandina pelê metal her ku diçe berfirehtir dibe, sêwirana perçeyên pelê metal bûye beşek pir girîng a pêşkeftina pîşesazî ya hilberan.
Şasîya pelê metal pêkhateyeke avahîsaziyê ya hevpar e di alavên elektronîkî de, ku ji bo parastina pêkhateyên elektronîkî yên navxweyî û xetên girêdanê tê bikar anîn. Pêvajoya şasîya pelê metal bikaranîna alav û amûrên profesyonel hewce dike. Li vir çend şasîyên pelê metal ên ku bi gelemperî têne bikar anîn hene.amûr û amûrên pêvajoyê.
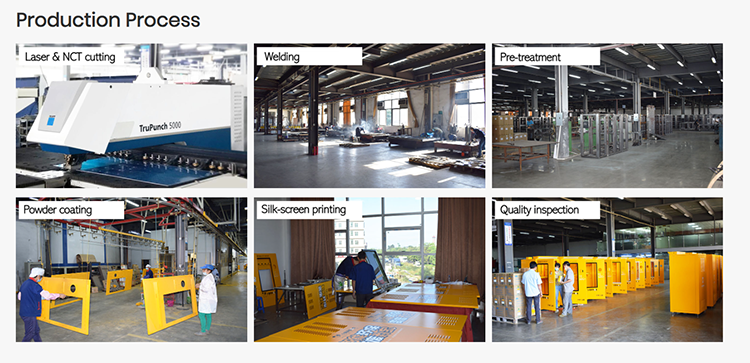
1. Makîneya punchê ya CNC:
Makîneya punchê ya CNCyek ji amûrên herî zêde tê bikaranîn di hilberandina pelên metal de ye. Ew dikare li gorî nexşeyên pêşwext bernamekirî li ser pelên metal operasyonên qulkirin, birîn û yên din ên rast pêk bîne. Makîneyên qulkirinê yên CNC xwedî taybetmendiyên karîgeriya bilind û rastbûna bilind in, û ji bo hilberîna girseyî guncaw in.

2. Makîneya qutkirina lazerê:
Makîneya jêkirina lazerê ji bo birîna pelên metal tîrêjên lazerê yên enerjiya bilind bikar tîne, ku dikare şeklên tevlihev û hewcedariyên birrîna rastbûna bilind bi dest bixe. Makîneyên birrîna lazerê xwedî avantajên leza bilez, devera piçûk a ku germê bandor lê dike, û rastbûna bilind in, û ji bo birîna cûrbecûr materyalan guncan in.
3. Makîneya xwarkirinê:
Makîneya xwarkirinê amûrek e ku pelên metalî yên pelî diqelişîne. Ew dikare pelên metalî yên pelî yên raxistî veguherîne perçeyên xwar ên bi goşeyên û şeklên cûrbecûr. Makîneyên xwarkirinê dikarin werin dabeş kirin bo makîneyên xwarkirina destan û makîneyên xwarkirina CNC. Li gorî hewcedariyên hilberînê alavên guncaw hilbijêrin.
Dema ku materyal diteqe, tebeqeyên derve yên di quncikên girover de têne dirêjkirin û tebeqeyên hundir têne pêçandin. Dema ku qalindahiya materyalê sabît be, r-ya hundir çiqas piçûktir be, tansiyon û pêçandina materyalê ewqas dijwartir dibe; dema ku zexta kişandinê ya fileta derve ji hêza dawîn a materyalê derbas bibe, şikestin û şikestin çêdibin. Ji ber vê yekê, divê ji radyoyên fileta xwarbûnê yên pir piçûk dûr bisekinin.
4. Amûrên weldingê:
Di dema pêvajoyê de welding pêdivî ye,şasîya pelê metalîAmûrên kaynakê yên ku bi gelemperî têne bikar anîn makîneyên kaynakê yên bi arka, makîneyên kaynakê yên bi parastina gazê, makîneyên kaynakê yên bi lazer û hwd. ne. Hilbijartina alavên kaynakê divê li gorî taybetmendiyên materyal, hewcedariyên kaynakê û taybetmendiyên pêvajoyê were destnîşankirin.

Rêbazên kaynakirinê bi giranî kaynakirina kevanê, kaynakirina elektroslag, kaynakirina gazê, kaynakirina kevanê plazmayê, kaynakirina bi helandinê, kaynakirina bi zextê, û lewhkirinê vedihewîne. Kaynakirina berhemên pelê metal bi giranî kaynakirina kevanê û kaynakirina gazê vedihewîne.
Qaymaqa kevanê xwedî avantajên nermbûn, manevrabûn, sepandina berfireh e, û dikare ji bo qaymaqkirinê di hemî pozîsyonan de were bikar anîn; alavên ku têne bikar anîn hêsan, domdar in, û lêçûnên lênêrînê kêm in. Lêbelê, şiddeta kedê zêde ye û kalîte têra xwe stabîl nîne, ku ev yek bi asta operator ve girêdayî ye. Ew ji bo qaymaqa pola karbonê, pola kêm-aloyî, pola zengarnegir û aloyên ne-ferroz ên wekî sifir û aluminiumê yên li jor 3 mm guncan e. Germahî û taybetmendiyên agirê qaymaqa gazê dikarin werin verast kirin. Çavkaniya germê ya qaymaqa kevanê ji herêma bandorkirî ya germê firehtir e. Germ ne bi qasî kevanê komkirî ye. Berhemdarî kêm e. Ew ji bo dîwarên zirav guncan e. Qaymaqa avahiyan û perçeyên piçûk, pola ku tê qaymaqkirin, hesinê avêtinê, aluminium, sifir û aloyên wê, karbîd, hwd.
5. Amûrên dermankirina rûberê:
Piştî ku şasîya pelê metal tê hilberandin, ji bo baştirkirina berxwedana korozyonê û estetîka hilberê, pêdivî bi dermankirina rûyê heye. Amûrên dermankirina rûyê yên ku bi gelemperî têne bikar anîn makîneyên qumşikandinê, makîneyên guleşikandinê, kabînên boyaxa spreyê û hwd. ne. Hilbijartina alavên dermankirina rûyê divê li gorî hewcedariyên hilberê û taybetmendiyên pêvajoyê were destnîşankirin.

6. Amûrên pîvandinê:
Di dema hilberandina şasîya pelên metal de pîvandinên rast ên pîvanan hewce ne. Amûrên pîvandinê yên ku bi gelemperî têne bikar anîn kalîperên vernier, mîkrometer, pîvanên bilindahiyê û hwd. ne. Hilbijartina amûrên pîvandinê divê li gorî hewcedariyên rastbûna hilberandinê û rêjeya pîvandinê were destnîşankirin.
7. Qalib:
Di dema hilberandina şasîya pelên metal de cûrbecûr qalib hewce ne, wek qalibên qulkirinê, qalibên xwarbûnê, qalibên dirêjkirinê, û hwd. Divê hilbijartina qalibê li gorî şekil û mezinahiya hilberê were destnîşankirin.
Hilberîna şasiyên pelê metalî bikaranîna cûrbecûr alav û amûran hewce dike. Hilbijartina alav û amûrên guncaw li gorî hewcedariyên cûda yên hilberînê dikare karîgeriya hilberînê û kalîteya hilberê baştir bike. Di heman demê de, operator jî hewce ne ku di hilberîna pelê metalî de xwedî zanîn û jêhatîyên diyarkirî bin da ku ewlehî û nermbûna pêvajoya hilberînê misoger bikin.
Dema weşandinê: 11ê rêbendana 2024an



